

プレス用ユニット金型
ユニットワーカー用金型
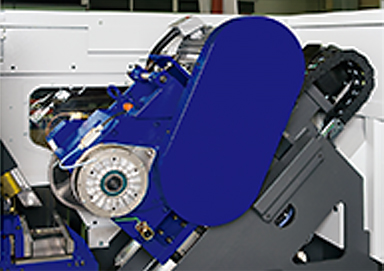
丸鋸の高速回転を支える本体フレーム。タケダでは、過去の実績を元に設計し、高精度切断における安定性を確保しました。切削スピードは当社比約20%UPしており生産性に貢献します。
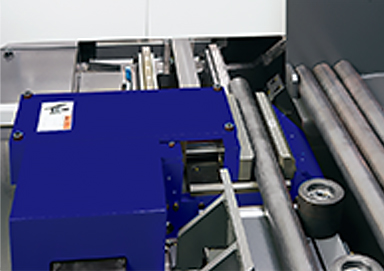
ワークの送材、加工位置決めを行うグリッパー付き自動定寸装置。新たにフローティング機能を搭載し送材時のキズ対策がより万全になりました。グリッパーは光電スイッチにより先端検知を行い、その後ワークを確実にグリップし高精度に送材します。

ギヤヘッドのバックラッシュは、機械の振動、鋸刃寿命、切断面精度に大きな影響を与えます。タケダ独自のギヤ装置は、この問題を解消し安定した切断を可能にします。
| 丸材(mm) | 1本切断 | φ10〜φ76.3 |
|---|---|---|
| 2本切断 | φ10〜φ35 | |
| 角材(mm) | 1本切断 | □10〜□60 |
| 2本切断 | □10〜□30 | |
| ワーク長(mm) | 最大 | 6,000 |
| 最小 | 1,000 | |
| 短加工 | 製品長+300 | |
| 切断長(mm) | 端切り | 10以上 |
| 残材 | 25以上 | |
| 製品 | 10以上 |
| 丸材(mm) | 1本切断 | φ25〜φ101.6 |
|---|---|---|
| 2本切断 | φ25〜φ45 | |
| 角材(mm) | 1本切断 | □25〜□75 |
| 2本切断 | □25〜□37.5 | |
| ワーク長(mm) | 最大 | 6,000 |
| 最小 | 1,000 | |
| 短加工 | 製品長+300 | |
| 切断長(mm) | 端切り | 10以上 |
| 残材 | 30以上 | |
| 製品 | 10以上 |
| 丸材(mm) | 1本切断 | φ75〜φ152.4 |
|---|---|---|
| 2本切断 | ||
| 角材(mm) | 1本切断 | □75〜□100 |
| 2本切断 | ||
| ワーク長(mm) | 最大 | 6,000 |
| 最小 | 1,000 | |
| 短加工 | 製品長+350 | |
| 切断長(mm) | 端切り | 20以上 |
| 残材 | 45以上 | |
| 製品 | 20以上 |